

The goal of the Business Unit Delta Carbon Fiber
Technologies is the manufacture of composite parts,
with out-of-autoclave processes, both impregnation and prepregs
This activity is carried out in our Delta Illescas plant. We have at our disposal an 8,000 m2 workspace with all of the necessary production resources:
Clean room of 1.700 m2 Class 8 (EN ISO 14644-1)
Robotized installation for the manufacture of preforms
Resin injection machine for impregnation processes (DRTM, DLRI)
Cutting machine
Ovens (up to 5000 x 3000 x 2500 mm)
Freezer (5000 x 3900 x 5500 mm)
Machining/milling centers (on five axis up to 24000 x 3500 x 2000 mm)
CNC Software tools (CATIA and TEBIS)
Ultrasonic inspection equipment (US): pulse-echo and phase array
Priming and paint booth
Thanks to the joint work of our R&D and Manufacturing Engineering departments since 2009, four patents have been successfully issued for the development of a new automated manufacturing process for composite preforms
Delta innovative technologies – DRTM (Delta Resin Transfer Moulding) and DLRI (Delta Liquid Resin Infusion)
EFFICIENT PROCESS
AEROSPACE
Developed for the aerospace industry, but applicable to other sectorsHIGH PRODUCTION RATES
CONCEPTS
Their innovative concepts of tools and means allow to reach high production rates100% QUALITY PARTS
QUALITY SYSTEM
Compliance with our customers most demanding requirementsOUTSTANDING RESULTS
DRTM and DRLI
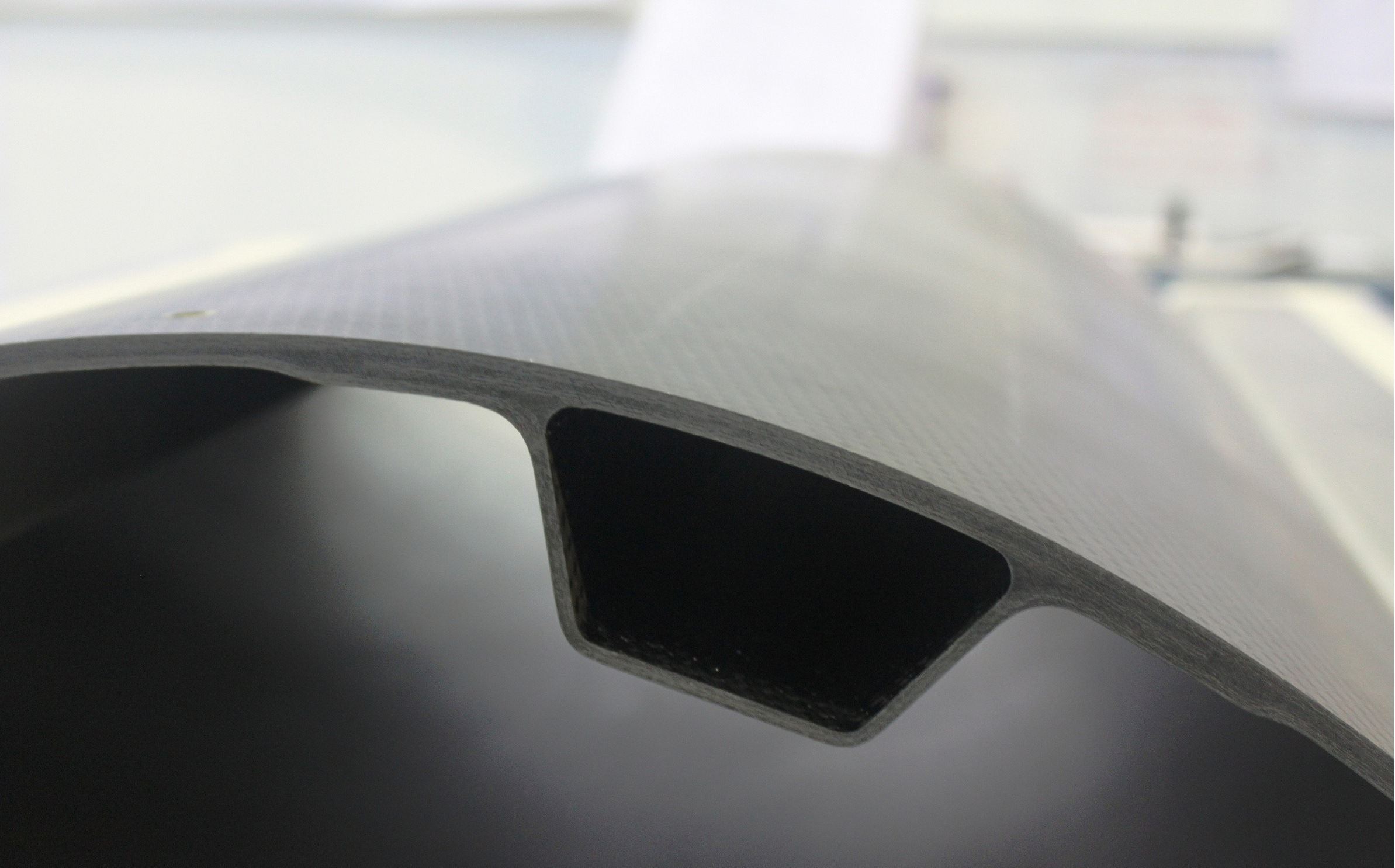
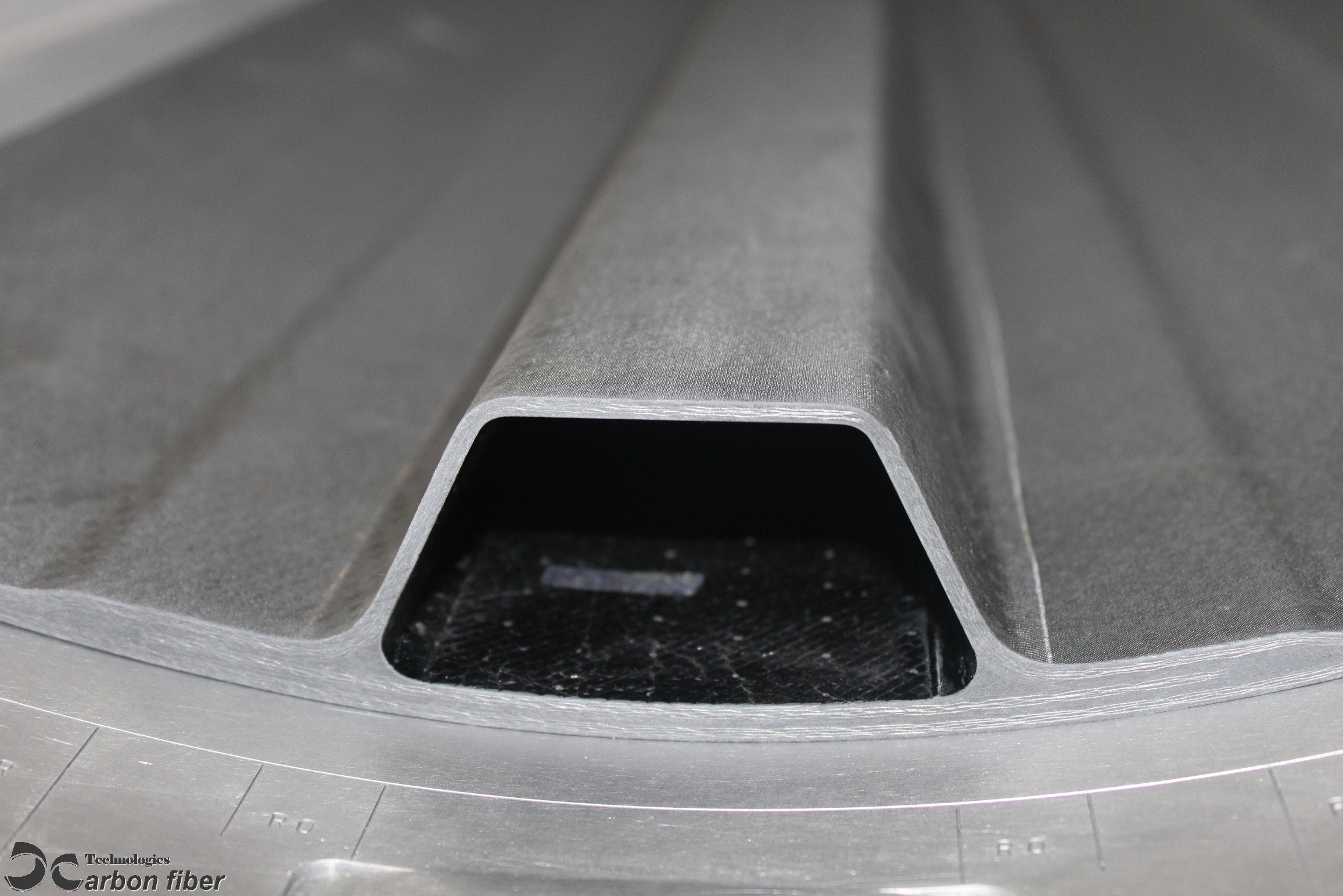
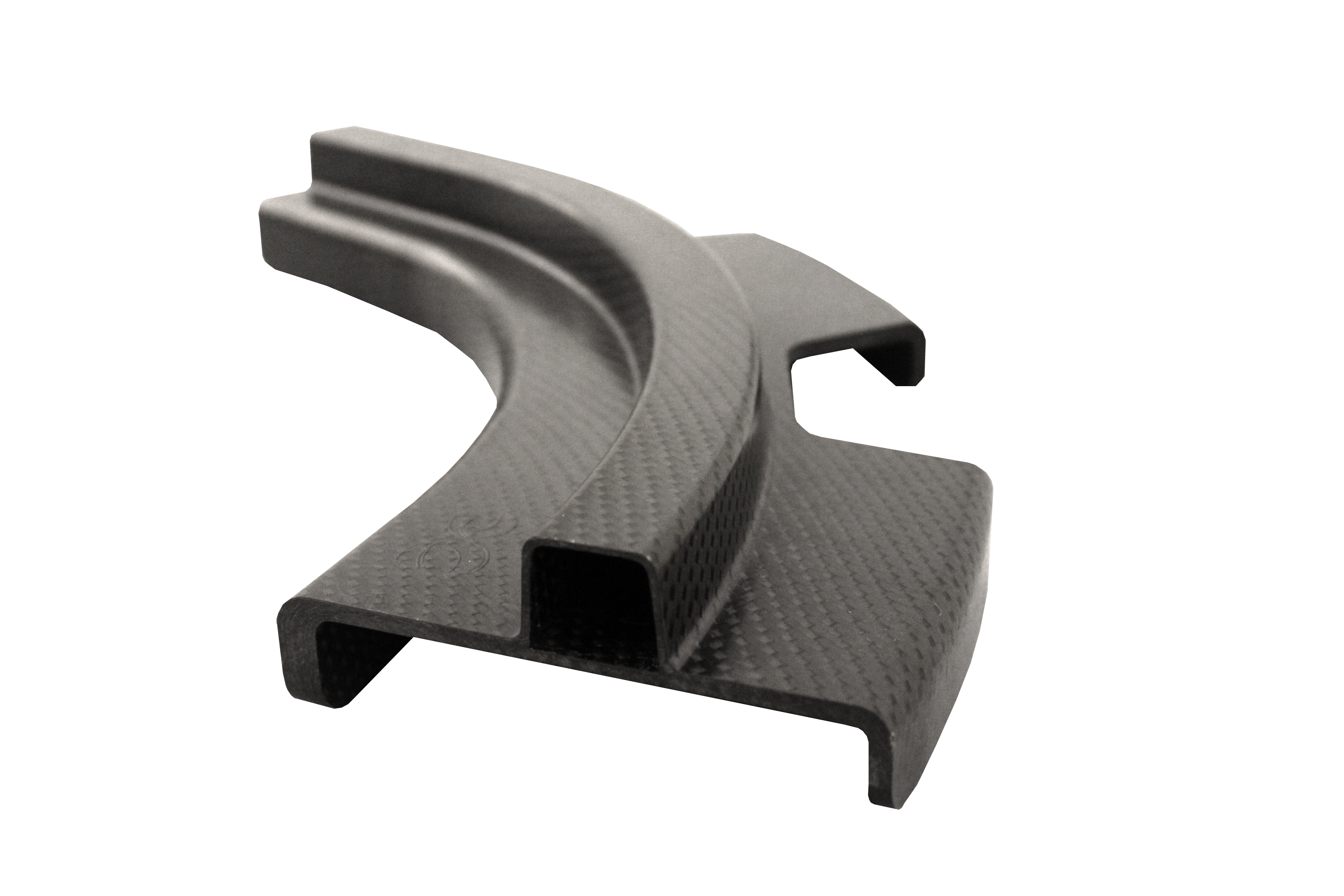
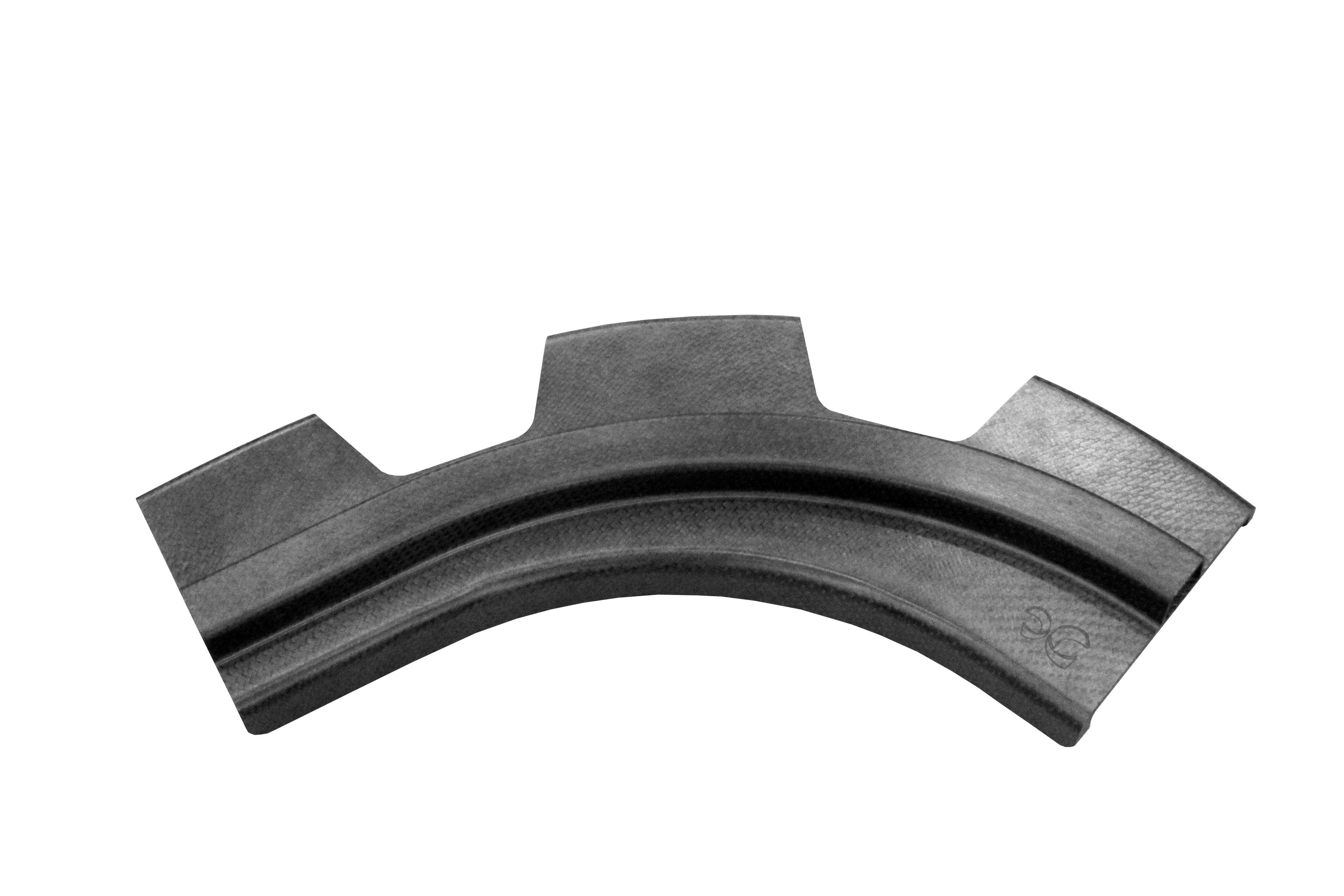
Frames
Fibers orientation optimization
Great reduction of the distortion of fibers: this allows for the fabrication of parts in carbon fiber, which are not currently attainable by means of conventional techniques
Without wrinkles, undulations or impregnation defects
Precision of the tolerances and excellent dimensional repeatability
Flexibility in the configuration of the part, allowing for design and structural weight optimization
Methodology of control and correction of the spring-back
Cost-benefit ratio extensively improved
Reduction of manufacturing lead-times (improvement of the reactivity)
A very significant improvement of production rates compared to conventional processes
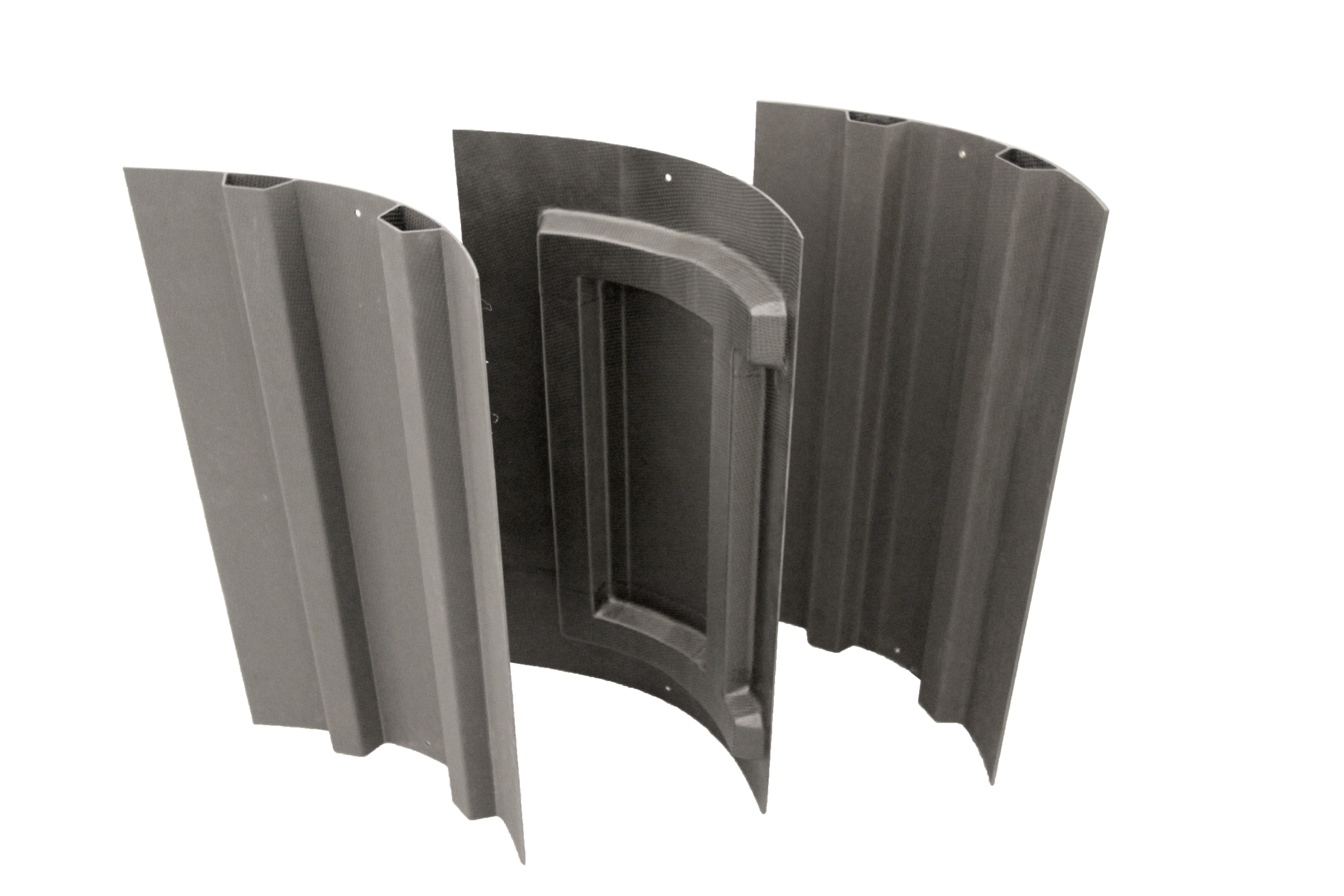
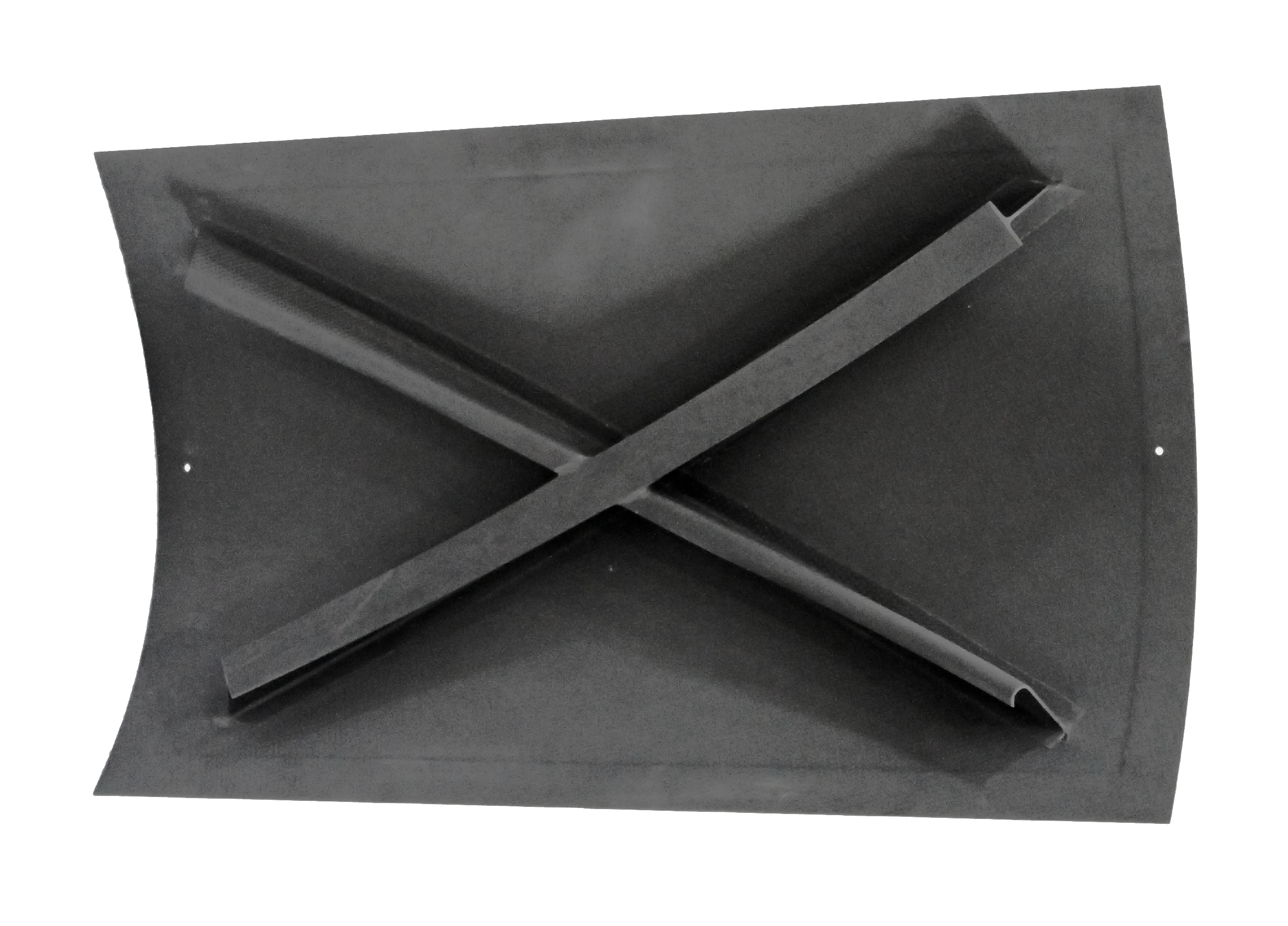
Panels
Applicable to any type of stiffened structure (such as spars, ribs, stringers, fittings and frames)
Double curvature panels with integrated stiffeners and manufactured in one-shoot process
Roving
Homogeneity of the fiber distribution
Fiber volume (58%)
Adaptable to any typical filler geometries